|
�YӍ����
�ְ�ģ�ͼӹ��ȿķ���
����
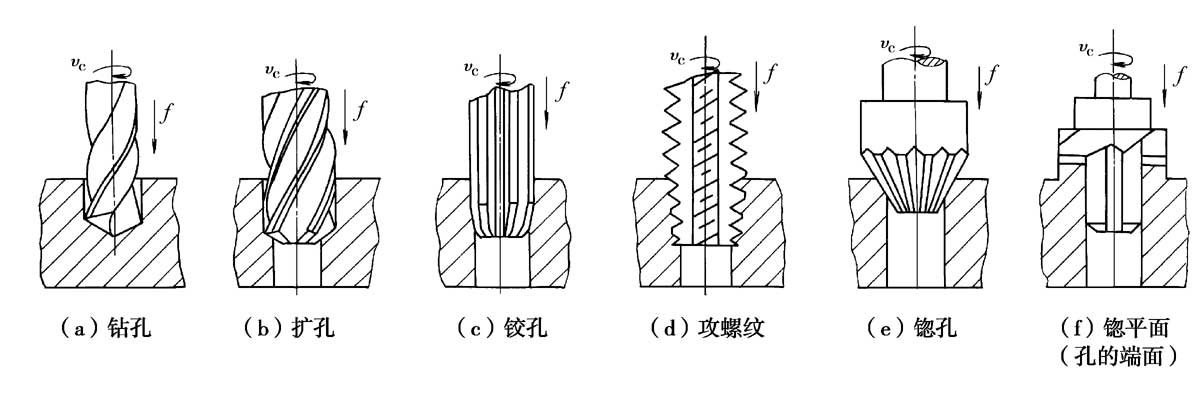
�����ְ�ģ�̓ȿӹ������^�࣬���õ����@�ס��U�ס��q�ס��M�ס�ĥ�ס����ס���ĥ�ס���ĥ�ס��L���ȡ������B�ɷN��Ҋ�ķ����@���M�ס��@�ף������黨�@�L���^�L���@оֱ��С�����Բ���ЙM�е�Ӱ푣����@�������¹�ˇ���c��
����1.�@�^����ƫ����
����2.�����הU��
����3.�ı����|ͯ�^�
����4.�@���r�S������
�����M�ף����M�����M�ף���Ҫ�������D����������M�o�\�ӡ��@�N�M��ʽ�����M�U׃�Ό��Ŀv���Π�ȟoӰ푣��������_�M�o�����ƫб��ֵ��ʹ�����ľ��a���Π��`�
�����M��Ҳ������܇����㊴������ؙC�����M�У��䑪�÷����V�������Լӹ���ͬ�ߴ�;��ȵĿף���ֱ���^��Ŀס��M�ӹ�����һ������_��IT7~IT10��������ֲڶ�Ra��0.63~1.0um��
�������õļӹ������У�
����܇����Ҫ�ӹ��A���μӹ��棬�����ݼy��ƽ��ȣ�
����㊣���Ҫ�Լӹ�ƽ��Ϳס��۞���
�����٣���Ҫ�ӹ����^���ƽ�棬�����^��
����ĥ���ӹ�ƽ�桢����A�����
�����@���ӹ��ȿ�
�����M����ăȿӹ�
| ||||||||||||